In chemical processing, pharmaceutical manufacturing, and food production, the quality of powdered products hinges on one non-negotiable factor: uniform mixing. Even (micron-level) inconsistencies in powder blends can compromise chemical reactivity, drug efficacy, or product safety—making reliable mixing equipment a cornerstone of industrial operations. Enter the chemical powder ploughshare mixer (often referenced as a "Coulter mixing machine" for its plough-like mixing elements): a specialized horizontal mixer engineered to tackle the unique challenges of blending diverse chemical powders, from fine, cohesive APIs to abrasive industrial granules. But what sets this design apart from standard mixers? How does its ploughshare mechanism ensure unmatched uniformity? And why is it indispensable for chemical and high-precision industries? This guide explores the technology, advantages, and applications of this critical mixing solution.
First: Clarifying the Term—Ploughshare Mixers (Coulter Design)
The term "Coulter mixing machine" refers to a subset of horizontal ploughshare mixers, named for their core mixing elements: curved, plough-shaped blades (resembling agricultural coulters) mounted on a rotating horizontal shaft. This design is distinct from other industrial mixers (e.g., ribbon, double cone) by its ability to create a fluidized bed of material—a key to achieving homogeneous blends even for materials with varying densities, particle sizes, or cohesiveness.
Key defining features of chemical powder ploughshare
mixers:
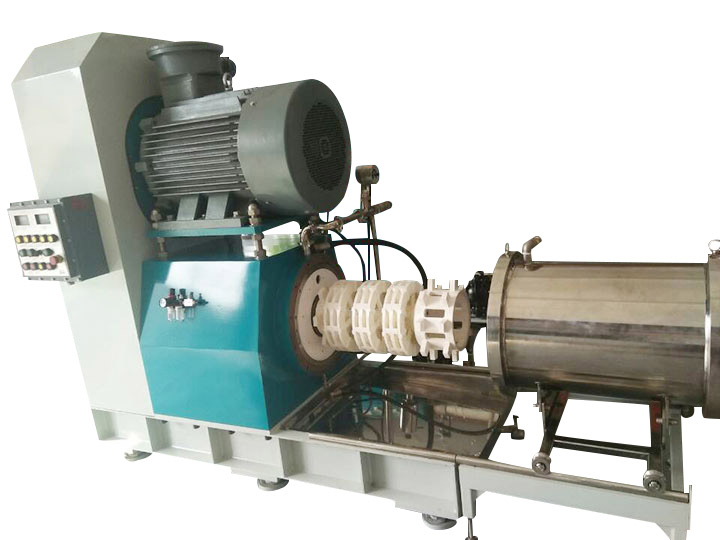
- Horizontal Drum: A closed, cylindrical vessel (typically 304/316L stainless steel for chemical compatibility) that contains the powder batch.
- Ploughshare Blades: 4–8 curved blades (made of hardened steel or ceramic for abrasion resistance) attached to a central shaft. As the shaft rotates (100–500 RPM), the blades "plough" through the powder, lifting and tumbling particles to break up agglomerates.
- Optional Secondary Agitators: Many models include high-speed choppers or dispersers for cohesive powders (e.g., fumed silica, talc), ensuring no clumps remain in the final blend.
- Chemical-Resistant Construction: Sealed bearings, inert coatings (e.g., PTFE), and smooth internal surfaces prevent chemical corrosion and cross-contamination—critical for aggressive chemicals or pharmaceutical-grade powders.
How Ploughshare Mixers Deliver Uniformity for Chemical Powders
The ploughshare design addresses two major pain points of chemical powder mixing: agglomeration (clumping of fine powders) and stratification (separation of dense vs. light particles). Its operation follows three precision-driven stages:
1. Fluidization via Ploughing: As the horizontal shaft rotates, the ploughshare blades lift powder from the drum bottom and direct it toward the center of the vessel. This creates a turbulent, fluid-like motion (a "fluidized bed") where particles collide and mix uniformly—eliminating dead zones that trap unmixed powder.
2. Agglomerate Breakdown: For cohesive or sticky powders (e.g., pharmaceutical APIs, detergent powders), optional high-speed choppers (1,000–3,000 RPM) shear through clumps, reducing particle size to ensure consistent distribution.
3. Controlled Discharge: A pneumatic or manual discharge valve at the drum base ensures full, uniform emptying—no residual powder is left to contaminate the next batch, a critical feature for batch-to-batch consistency in chemical processing.
The result? Blends with a uniformity coefficient (CV) of <3%—far below the 8–12% CV of ribbon mixers—even for challenging combinations (e.g., 95% dense salt + 5% light baking soda).
Key Advantages for Chemical & Industrial Applications
Ploughshare mixers are engineered to meet the rigorous demands of chemical powder processing, offering four non-negotiable benefits:
1. Versatility Across Diverse Chemical Powders
Unlike specialized mixers that only handle specific materials, ploughshare designs excel with a wide range of chemical powders:
- Fine/Cohesive Powders: APIs, pigments, fumed silica (choppers break up agglomerates).
- Abrasive Granules: Cement, sand, mineral additives (hardened steel blades resist wear).
- Hygroscopic Materials: Fertilizers, detergent powders (sealed drum prevents moisture absorption).
- Density-Mismatched Blends: Heavy metals + light polymers (fluidized bed prevents stratification).
This versatility eliminates the need for multiple mixers, streamlining production in multi-product chemical facilities.
2. Efficiency & Scalability
- High Throughput: A 1,000L ploughshare mixer can process 500–800 kg of chemical powder per batch in 5–10 minutes—2–3x faster than double cone mixers.
- Scalable Sizes: Available from lab-scale (10L) to industrial-scale (10,000L), making them suitable for R&D (small-batch formula testing) and large-scale manufacturing (e.g., 10-ton fertilizer blends).
For example, a chemical plant producing industrial adhesives can scale from 100 kg pilot batches to 5,000 kg production runs using the same mixer design—ensuring consistent results across volumes.
3. Chemical Compatibility & Safety
- Corrosion Resistance: 316L stainless steel drums and PTFE seals withstand aggressive chemicals (e.g., acids, solvents) and high temperatures (up to 200°C for heat-stabilized models).
- Hygiene Compliance: Smooth internal surfaces and CIP (Clean-in-Place) systems meet pharmaceutical (FDA/EMA) and food-grade (FDA 21 CFR Part 117) standards—critical for powders that contact humans (e.g., APIs, food additives).
- Dust Control: Sealed drum designs and optional dust collection systems prevent airborne powder release, reducing fire risks (for combustible powders like sulfur) and protecting worker health.
4. Reduced Waste & Cost Savings
By ensuring uniform blending, ploughshare mixers minimize:
- Batch Rejection: No off-spec batches due to uneven chemical distribution (e.g., a pesticide blend with inconsistent active ingredient levels).
- Material Waste: Full discharge and no residual powder mean 99.9% material utilization—saving thousands annually for high-value powders (e.g., pharmaceutical APIs).
- Energy Use: The fluidized bed requires 20–30% less energy than high-shear mixers, lowering operational costs over the mixer’s 15–20 year lifespan.
Industry-Specific Applications
Ploughshare mixers are tailored to solve unique blending challenges across sectors:
| Industry | Key Applications | Mixer Advantage |
|------------------------|---------------------------------------------------|--------------------------------------------|
| Chemical Manufacturing | Blending pigments for coatings, polymer additives, industrial detergents | Handles abrasive/corrosive materials; ensures uniform chemical reactivity |
| Pharmaceuticals | Mixing APIs with excipients (e.g., lactose + aspirin), granulation pre-blends | Gentle mixing (no API degradation); meets GMP standards for dose uniformity |
| Food Processing | Blending spice mixes, baking powders, nutritional supplements | Hygienic design; no cross-contamination; preserves flavor/aroma |
| Construction | Mixing cement, sand, and chemical additives (e.g., waterproofing agents) | Abrasion-resistant blades; uniform blend for structural strength |
| Fertilizers | Blending nitrogen, phosphorus, and potassium (NPK) granules | Prevents stratification; ensures even nutrient distribution in every pellet |
How to Select the Right Chemical Powder Ploughshare Mixer
To maximize performance, align the mixer with your specific chemical processing needs:
1. Material Properties:
- Cohesive/fine powders → Choose a model with high-speed choppers.
- Abrasive materials → Opt for hardened steel or ceramic blades.
- Corrosive chemicals → Select 316L stainless steel with PTFE seals.
2. Batch Capacity:
- Match the mixer’s working volume (70–80% of total drum volume) to your production needs. For example, a 500L mixer handles 350–400 kg of powder per batch.
3. Regulatory Requirements:
- Pharmaceutical/food applications → Ensure CIP compatibility and GMP documentation.
- Chemical applications → Verify explosion-proof designs (for combustible powders) and pressure ratings.
4. Customization:
- Add-ons like jacketed drums (for temperature control) or load cells (for precise ingredient dosing) can optimize performance for specialized processes (e.g., heat-sensitive polymer blending).



 +86 18051935350
+86 18051935350 








